Делем 53Т:
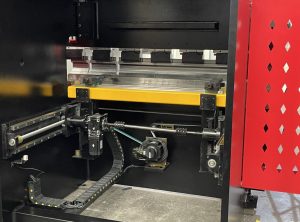
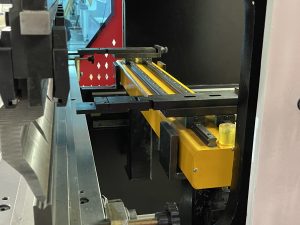
1. Для материала подложки (X) гибочного станка положение блока в левом и правом цилиндрах (Y1, Y2), положение подъема заднего блока (R), левая и правая шестерни (Z1, Z2), давление (P) и компенсация отклонения (гидравлическая, механическая) (V) для автоматического управления позиционированием.
2. Параметры могут быть установлены для режима одностороннего и двустороннего позиционирования, а режим одностороннего позиционирования может эффективно устранить зазор в винтовом приводе.
3. Система имеет функцию мягкого ограничения.
4. Функция памяти положения выключения питания.
5. Масштабный коэффициент дисплея может быть установлен в соответствии с шагом винта и передаточным отношением. Масштабный коэффициент дисплея может быть автоматически рассчитан системой числового управления с помощью функции обучения, и операция очень проста.
6, одношаговый режим вставки, очень практичный и удобный.
7, функция многоступенчатого программирования, может обеспечить многоступенчатую автоматическую работу.
8. Отодвиньте функцию выхода, чтобы избежать взаимодействия между устройством заднего упора и заготовкой, чтобы уменьшить износ.
9, встроенный запуск насоса и регулировка переключателя, одиночная, непрерывная функция в
система.
10. С защитой паролем.
11, большая функция программирования дуги.
12, гибкая конфигурация порта ввода-вывода и группа клапанов
функция конфигурации.
13. Положение ползунка обратной связи растра в реальном времени.